一、引言
金屬制品是冶金工業(yè)中的重要一環(huán),但在我國該行業(yè)卻是一個薄弱環(huán)節(jié),機械、電氣設備陳舊,阻礙了行業(yè)的發(fā)展。在金屬加工中,直進式拉絲機是常見的一種,也是比較先進且具發(fā)展前途的拉絲設備。以前通常采用直流發(fā)電機-電動機組(F-D系統(tǒng))來實現(xiàn)拉拔工藝,隨著工藝技術的進步和變頻器的大量普及,變頻控制開始在直進式拉絲機中大量使用,并通過配合PLC來實現(xiàn)拉拔品種設定、操作自動化、生產過程控制、實時閉環(huán)控制、自動計米等功能。
采用變頻調速系統(tǒng)的直進式拉絲機技術先進、節(jié)能顯著,調速范圍在正常工作時為30:1,同時在5%的額定轉速時可提供超過1.5倍的額定轉矩。
本文以某生產不銹鋼絲的直進式拉絲機現(xiàn)場為例,來說明變頻控制的應用過程和效果。
二、工藝介紹和要求
該設備主要對不銹鋼絲進行牽伸拉拔,進線5.5mm,經過4道拉拔模具作用,出線2.82mm,最高拉拔速度5m/s(變頻器運行100Hz)。拉絲部分共有6個直徑600mm的轉鼓,相鄰轉鼓之間安裝有用于檢測位置的氣缸擺桿,采用位移傳感器可以檢測出擺臂的位置,當兩級輥輪速度差較大時,線材會在擺臂的氣缸上面產生壓力使得擺臂下移,使前級PID輸出量增大,疊加到主速度上,控制鋼絲入模時的張力恒定。收卷部分采用工字輪進行收線,系統(tǒng)會根據(jù)卷徑變化自動修正主給定頻率,并通過調諧輥調整的方式來達到線速度恒定。
主要要求如下:
1.每級具有點動正轉、點動反轉功能
2.具有前聯(lián)(第一臺無前聯(lián)),后聯(lián)功(收卷無后聯(lián))功能
3.具有跳模功能(包括主拉),并根據(jù)跳模情況,自動計算系統(tǒng)頻比
4.系統(tǒng)運行最大速度為5m/s(變頻器運行100Hz)
5.系統(tǒng)具備自動計米、計重功能,并在設定米數(shù)、重量到達時,具備自動停機功能。
6.加速和減速平穩(wěn),沒有大的波動
7.系統(tǒng)運行穩(wěn)定,并且具備斷線檢測報警停機功能
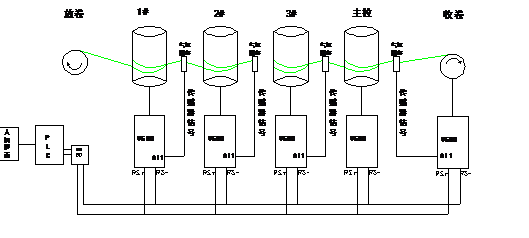
系統(tǒng)控制工藝圖
三、系統(tǒng)方案和調試
1.系統(tǒng)組成

2.系統(tǒng)方案及配線
依照直進式拉絲機秒體積相等的原則,系統(tǒng)根據(jù)人機界面設置的模具以及機械傳動比,在PLC內部計算包括N級從拉、主拉和收卷的每一級主給定速度,通過通訊方式傳送給變頻器,變頻器通過擺桿反饋的信號進行微調,來達到系統(tǒng)的每一級之間的張力恒定;PLC內部集成前聯(lián)、后聯(lián)、跳模、斷線檢測、計米計重等功能。
以如下接線圖(部分截圖)接線
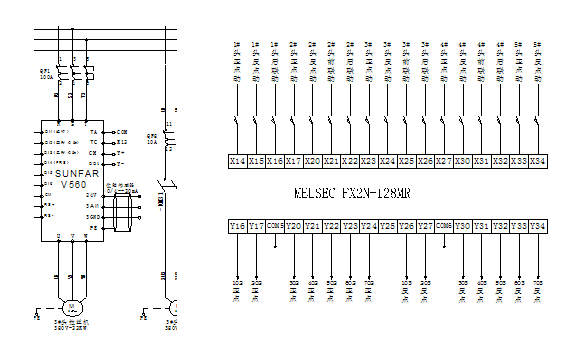
備注:圖示為部分截圖圖
3.系統(tǒng)動作邏輯要求
第一臺和收卷只有3個邏輯關系,除了點動正轉、點動反轉等以外,第一臺有后聯(lián)功能,收卷有前聯(lián)功能。從第二級從拉到主拉分別有4個邏輯關系,分別是點動正轉、點動反轉、前聯(lián)、后聯(lián)。舉例如下:
3#點動正轉:3#閉合 正轉點動端子
3#點動反轉:3#閉合 反轉點動端子
3#前聯(lián):1#運行,2#運行,3#運行,并且3#為主機(速度給定為PLC模擬量AI2給定,無擺桿反饋)
3#后聯(lián):3#運行,4#運行, 5#運行
4.跳模功能
除收卷外,系統(tǒng)的任何一臺或者多臺都可以被跳模(但主拉和N級從拉一般至少一臺保留作為主機),當在人機界面選擇某一臺或者多臺跳模后,系統(tǒng)會自動計算主機和余下從機之間的速度比例并同樣發(fā)送給變頻器。
5.調試參數(shù)
N級從拉參數(shù)設置
F0.0.07=7 參數(shù)初始化和參數(shù)配置
F0.2.25=17 通道1設定源為通訊設定
F0.2.26=23 通道2設定源為過程PID輸出
F1.0.03=2.00 加速時間為2S
F1.0.04=2.00 減速時間為2S
F1.0.09=5.00 點動加速時間為5S
F1.0.10=5.00 點動減速時間為5S
F3.0.12=6 DO1為故障輸出
F3.0.21=26 斷線檢測功能檢測
F7.0.08=60.0 PID設定值
FC.0.01=0.55 過程PID的P值
FC.0.02=20 過程PID的I值
FC.0.03=0.2 通道2系數(shù)1
FC.0.06=0.6 通道2系數(shù)2
主拉參數(shù)設置
F0.2.25=17 頻率設定源為通訊設定
F1.0.03=2.0 加速時間為2S
F1.0.04=2.0 減速時間為2S
F1.0.09=5.00 點動加速時間為5S
F1.0.10=5.00 點動減速時間為5S
F3.0.00=7 DI1為運行信號
F3.0.01=5 DI2為正轉點動信號
F3.0.02=6 DI3為反轉點動信號
F3.0.03=14 DI4為EMS信號
F3.12=6 DO1為故障輸出
收卷參數(shù)設置
F0.0.07=7 參數(shù)初始化和參數(shù)配置
F0.2.25=17 通道1設定源為通訊設定
F1.0.03=2.00 加速時間為2S
F1.0.04=2.00 減速時間為2S
F1.0.09=5.00 點動加速時間為5S
F1.0.10=5.00 點動減速時間為5S
F3.0.12=6 DO1為故障輸出
F3.0.21=26 斷線檢測功能檢測
F7.0.08=60.0 PID設定值
FC.0.01=0.55 過程PID的P值
FC.0.02=20 過程PID的I值
FC.0.03=0.2 通道2系數(shù)1
FC.0.06=0.6 通道2系數(shù)2
四、小結
采用四方V560高性能矢量變頻器與PLC的通訊方案,通過系統(tǒng)的優(yōu)化,系統(tǒng)穿線、啟動停止非常平滑,高速穩(wěn)定運行(運行5m/S,變頻器運行100Hz),大大減少了斷線等故障。相比直流驅動系統(tǒng),效率和節(jié)電率也顯著提高。事實證明,該系統(tǒng)不僅穩(wěn)定可靠,而且電氣器件配置簡練,邏輯清楚,便于故障檢查。
